sheet metal bend radius formula There are lots of different paths to find your way around a bend, by using either the included or complementary angles. We can easily calculate these values; it is the applicationof the . See more $9.99
0 · sheet metal bending chart
1 · sheet metal bending angle chart
2 · sheet metal bend radius standard
3 · sheet metal bend radius calculator
4 · sheet metal bend calculation formula
5 · calculate bend radius for steel
6 · blank size calculator sheet metal
7 · bend radius sheet metal chart
Wallace Sheetmetal and Fabrication LTD. NT Precision Ltd, Unit 9, Derwent Mills Commercial Park, Cockermouth, Cumbria, United Kingdom, CA13 0HT Tel: 01900 828965. Fax: 01900 828850
Bend Allowance (BA) BA = [(0.017453 × Inside radius) + (0.0078 × Material thickness)] × Bend angle, which is always complementary The length of the neutral axis is calculated as a bend allowance, taken at 50 percent of the material thickness. In Machinery’s Handbook,the K-factor for mild cold-rolled steel . See moreThere are two basic ways to lay out a flat blank, and which to use will depend on the information that you are given to work with. For the first method, . See more
There are lots of different paths to find your way around a bend, by using either the included or complementary angles. We can easily calculate these values; it is the applicationof the . See more The sheet metal bending radius is a critical value in sheet metal drawing that can be difficult to determine during the actual processing. This radius is dependent on the material thickness, the pressure of the press brake .
The bend allowance chart is an essential resource for professionals working with sheet metal fabrication. It provides a comprehensive listing of key parameters such as material thickness, bending radius, bending angle, bend .Bend Radius - As a rule, inside bend radius should be equal to material thickness. When the radius is less than recommended, this can cause material flow problems in soft material and . To calculate bend allowance: Obtain the properties of the bend (bend radius, angle, and method used). Obtain the characteristics of your material (thickness and K-factor for this specific bend). Input everything into the bend .Sheet Metal Bend Radius Guidelines Here are a few key concepts to know about designing for sheet metal Brackets, covers, cabinets, chassis, electrical enclosures.
This is a step-by-step guide. First, you need to determine the radius and bend angle. Use the following formula: Bend allowance = (p/180 x Bend angle x (Radius x K-Factor + Thickness). .
Our Sheet Metal Bend Calculator takes into account the material thickness, bend radius, bend angle, and K-factor to provide accurate bend allowance and bend deduction values. This ensures your bends are accurate, minimizing errors .
In this Tech Tip, we will explore the various bend calculation options available for sheet metal, namely K Factor, bend allowance, and bend deduction, and guide you on when to use each. We are going to review three bending scenarios with three different bending angles; 60, 90 and 120, and we will calculate K-Factor, Bend Allowance and Bend Deduction for them. The bending tool has a radius of 30 mm which . When the bending radius is large and the bending angle is small, the degree of deformation is low and the neutral layer is close to the center of the sheet thickness.. However, when the bending radius (R) becomes smaller and . It’s true that the harder and thicker the plate is, the greater the minimum bend radius. The minimum inside bend radius is even larger when bending with the grain. In steel between 0.5 and 0.8 in. thick, grade 350 and .
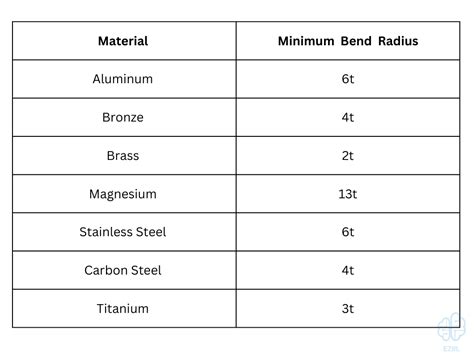
MATERIAL, BEND RADII AND MINIMUM BEND SIZE CHARTS. Note 1: The bend radius you select may not be available if the geometry of the part will not allow us to bend with the specific tooling required to achieve that radius. If your bend radius needs to be adjusted, a member of Engineering & Design Services team will contact you before your design is manufactured. The bend’s outer edge would crack if it exceeds the minimum bend radius which is typically specified according to the metal sheet thickness (t) like 1t, 2t, 3t etc. A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness.The bend radius is a critical parameter in sheet metal fabrication, dictating the minimum radius one can bend a metal sheet without significant deformations. Calculating the correct bend radius is essential for ensuring the structural integrity and aesthetic of the finished product. . Sourcetable can perform the calculation using the formula .How to do Precision Sheet Metal Flat Pattern Layout. No part of this publication may be reproduced, or transmitted, . EMPIRICAL FORMULA: Bend allowance = (.0078 x MT + .017453 x BR) x A° MT = Material thickness BR = bend radius to inside of material A° = Angle from flat.
Factors Influencing the Minimum Bend Radius. The minimum bend radius of the sheet metal is affected by several factors, each of which is of specific importance in determining the most desirable degree of bend that would prevent collapse or paper deformation. tAng factors include:. Material Type: Different materials have varying levels of ductility and tensile strength, .Y factor and K factor represent part constants used in formulas to calculate the developed length of flat sheet metal required to make a bend of a specific radius and angle in a design. Y factor and K factor are defined by the location of the sheet metal material's neutral bend line with respect to the thickness. The neutral bend line’s . So far it all seems pretty straightforward. With coining and bottom bending, the punch nose radius establishes the inside bend radius value to be inserted into the formulas for the bend deduction. But air forming adds some complexity, because the bending method produces an inside bend radius on the part in a completely different way (see Figure 3).

Here you can specify many of the sheet metal specific properties including bend radius, K-factor, and bend relief dimensions. These can be fixed values or formulas based on the material thickness. (Note: you can find all of this information for your chosen material and thickness in our bending calculator as well.) IV. Press Brake Bend Radius Calculation. The 8 times rule is a general guideline for determining the V-shaped die opening, suggesting that the V-die opening should be 8 times the material thickness. However, there is no exact formula for determining the ideal bend radius for sheet metal, but under certain specified force conditions, the bend radius can be estimated . Sheet metal bending can be done using many methods. We discuss those along with springback, bend allowances, k factor, design tips etc. . It varies according to material, its thickness, bend radius and bending method. Basically, the k factor offsets the neutral line to provide a flat pattern that reflects reality. . K factor formula: k .
The Bend Deduction Tables are a series of Excel files defining allowable values and value ranges for things like Thickness, Default Bend Radius, the types of Stamps allowed, and the BendTable which manages deduction values. If you wish to use Bend Deduction values, you need to define a BendTable column, directly after the DefaultBendRadius column. With this bend allowance calculator, you will learn how to calculate the length of a sheet metal bend so you can optimally create metal bendings without a bend allowance chart. It works as a bend deduction calculator too! This tool calculates bend allowance/deduction based on material thickness, bend angle, inside radius, and k-factor, as you will learn from the bend .
sheet metal bending chart
sheet metal bending angle chart
The bend radius for sheet metal can be calculated using a simple formula. It is typically expressed as a multiple of the material thickness. To calculate the bend radius, multiply the material thickness by a factor .
CNC bending opens up laser cut sheet metal to a new world of possibilities, turning your 2D parts into 3D. . Bend Allowance Formula and Calculation Example . Finally, the “Advanced Details” that you can see are .The bend radius is measured from a radius center to the inside surface of the metal. The minimum bend radius depends on the temper, thickness, and type of material. . the K-factor can be calculated with a calculator by using the .

sheet metal bend radius standard
Analysis of bending sheet metal parts with large radius. The multi-step forming process is a sophisticated technique for achieving large-radius bends in sheet metal using smaller radius punches. This method’s fundamental principle involves segmenting the desired arc into multiple polyline sections, as illustrated in Figure 1.
sheet metal bend radius calculator
It is also described as the difference between the mold line length and the flange length. Also is a crucial factor in sheet metal fabrication. In a 90-degree bend, the setback value is equal to the bend radius plus the thickness of the metal sheet. By knowing the setback size, we can determine the bending tangent position of the workpiece. To understand why the K-factor cannot exceed 0.5, it’s crucial to comprehend the concepts of the K-factor and the neutral layer in sheet metal bending. Understanding Sheet Metal Bending. Sheet metal bending involves creating a controlled deformation to form a .The Bend Deduction Formula takes into account the geometries of bending and the properties of your metal to determine the Bend Deduction. You will need to know your Material Thickness (MT), the Bend Angle (B<), the Inside Radius (IR), and the K-Factor (K). Sheet metal bending formula. Thread starter Let'sgoflying! Start date Dec 7, 2018; Let'sgoflying! Touchdown! Greaser! Joined Feb 23, 2005 Messages 20,757 Location west Texas . R=desired bend radius T=material thickness So I want to verify the formula is correct, that I am reading it right. Craig Cleared for Takeoff. Joined Nov 23, 2015 .
To find the correct percentage and predict the inside radius, we need a formula that considers the die width and the tensile strength of the metal: [(Part tensile strength/Baseline tensile strength) × Die width] × 0.1 = Inside bend radius . Variables in the Sheet Metal Bend Radius. As you can see, a lot goes into predicting an inside bend .
sheet metal bend calculation formula
The bend’s outer edge would crack if it exceeds the minimum bend radius which is typically specified according to the metal sheet thickness (t) like 1t, 2t, 3t etc. A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. A big driver behind this is the use of the term “minimum bend radius” on many drawings, and how that term is interpreted. Many see “minimum bend radius” and reach for the sharpest punch they have, the one with the smallest punch tip radius. The minimum bend radius is a function of the material, not the radius on the punch. For a sheet metal stock with inch thickness, determine the minimum tool radius for both the steel and aluminum alloys that will not tear the material. Assume the sheet of material is in pure bending (i.e., no additional tension is applied during forming). I have already learned about the following formulas: R = 1/k; k(y) = e(y) / (h/2) e(y) = k.y
To enhance the readers’ understanding of basic concepts in sheet metal design calculation, the following points will be summarized and explained:. The definitions of the two bending algorithms: bend allowance and bend deduction, and their connection to the actual sheet metal geometry. The relationship between bend deduction and bend allowance, and how .
Shop for Full Box Springs in Box Springs & Bunkie Boards. Buy products such as SynthoSpace 5 inch Twin Size Metal Box Spring, Mattress Foundation with Fabric Cover, Easy Assembly at Walmart and save.
sheet metal bend radius formula|sheet metal bend calculation formula