cnc machine with scales any backlash Look at it this way: almost any machine has way slop, screw backlash, thrust bearing backlash, belt backlash, control error, encoder error, and time errors. Scales can . 142/2, Colombo Road. Wilton Metal Box Company (Pvt) Ltd - PiliyandalaWilton Metal Box Co. (Pvt) Ltd | 59 followers on LinkedIn.
0 · why is my cnc accurate
1 · scale vs encoder for cnc
2 · how to fix cnc problems
3 · how to correct cnc accuracy
4 · how accurate is a cnc machine
5 · cnc machining scale accuracy
6 · cnc machine accuracy problems
7 · cnc accuracy improvement
A junction box provides a code-approved place to house wire connections, whether for outlets, switches, or splices. Here's how to install one.
If the lost motion is greater than a setting parameter then a servo disconnect happens. There is also a backlash comp for machines that don't utilize scales, but I would . Look at it this way: almost any machine has way slop, screw backlash, thrust bearing backlash, belt backlash, control error, encoder error, and time errors. Scales can . I've seen new machines with scales that had backlash comp values set in the .005mm or so range. After the machine has some time on it this is often too much. When .Backlash with a CNC is the same as taking a screw and threading a nut on to it. Now with one hand hold the screw and the other hand hold the nut and push/pull on the nut. That small .
Using linear scales only to close the loop at the controller will automatically compensate for backlash to a degree, but there is no substitute for a tight machine. Tuning .Here, we will explore the direct impact of backlash on the performance of CNC machines. We will discuss how backlash affects positional accuracy, repeatability, and surface finish, .Detecting backlash in CNC machines requires a keen eye for certain telltale signs. Some common indicators of backlash include irregularly shaped workpieces, excessive noise during machine . If the lost motion is greater than a setting parameter then a servo disconnect happens. There is also a backlash comp for machines that don't utilize scales, but I would rather fix the problem rather than set the backlash comp. Machines with scales aren't generally affected by thermal growth.
Checking backlash in CNC machines involves a systematic approach to evaluate the presence and magnitude of play. Here are the steps to check backlash: 1. Position the machine: Move the machine axis to a known reference position. 2. Measure the initial position: Use a reliable measuring tool, such as a dial indicator, to measure the position of . The glass scales aren't working now so it's not a huge issue if they break but it sure would be nice to use them and avoid backlash issues on a 20 year old machine. I'll let everyone know how it goes. This procedure should apply to most CNC machines, though it may be more difficult on machines with tensioned screws where access to the end of the screw might be impaired. In this case I'm working on my Fadal VMC15. . On a Fadal you would set the backlash comp afterwards by entering the measured backlash the same way: `bl,1,2,2,2` would enter .
Hello all. New member here. I am trying to find out if any of the retrofit controllers (Centroid, Ajax (think there the same actually)) can use the output from typical DRO glass scales in lieu of the encoder on the back of the servo?? Reason, I ask is that I would think this opens up the possibility for purchasing a more 'loose' tired machine for the build, since the ballscrew .Effects of Backlash on CNC Machines:\ Backlash can have detrimental effects on CNC machining operations, leading to reduced accuracy, decreased surface finish quality, and poor dimensional consistency. The introduction of play or gaps in the machine's motion system can result in positioning errors, contour deviations, and loss of positioning . The other advantage of using your DRO's is that you don't need to replace any of the lead screws with ballscrews or use linear rails as your machine will be backlash free from the get go. LinuxCNC will allow interfacing with encoders via software and a parallel port but with limited bandwidth.
Backlash with a CNC is the same as taking a screw and threading a nut on to it. Now with one hand hold the screw and the other hand hold the nut and push/pull on the nut. . To calculate the machine’s backlash, follow the steps below. Backlash Calculation. 1. Move an axis in one direction farther than the maximum possible backlash. (Example . Using linear scales only to close the loop at the controller will automatically compensate for backlash to a degree, but there is no substitute for a tight machine. Tuning servos with linear scales is a little tricky if there is backlash in the system, but doable. Linear scales can be used with steppers depending on the controller used. Prolly eliminate the effects of any backlash caused by the ballnuts or the linear guides at least to some degree. . There was a thread over at alt.machines.cnc a few weeks ago started by the owner of a Haas machine with glass scales. . (fines)? Never seen Newall scales mounted on any machines. S. SeymourDumore Diamond. Joined Aug 2, 2005 . A servo system using encoder (linear scale or rotary disk) feedback to the control operating in "closed loop" mode means that the control checks that the movement commands were obeyed, and adjusts the machine position by commanding further movement until the scale readings jive with the commanded position.

why is my cnc accurate
Is anyone aware of the machine constant number for backlash in an axis. My machine is a 600E with 432 control S/W 6410/405? Log in Register. What's new. . Unlike most conventional CNC machines, Maho's have glass scales and tachs so backlash comp is not necessary under normal circumstances. There are parameters for drift errors and nod point. That should be .0016 in X, .0006 in Y, and .0006" in Z. I am measuring .0006" additional backlash in Y, and .0007" backlash in Z. Not sure it matters, but I am not seeing any interpolation issues in X-Y. I wanted to check Z since I am noticing the .0007" in some tool height offsets and wanted to eliminate the machine or my process. If you are adjusting your backlash on a 8 year old machine, maybe it is time to think about some bearings. Of course with some of the accuracies being thrown around, maybe a discussion of scales, temp controlled environments and other such things, along with the expectations of what 0k will get you in that department. Backlash is any non-movement that occurs during axis reversals. Say, for instance, the X axis is commanded to move 1 inch in the positive direction. . Navigating Large-Scale CNC Machining: Suburban Tool’s Niche .
Reason, I ask is that I would think this opens up the possibility for purchasing a more 'loose' tired machine for the build, since the ballscrew backlash becomes a non-issue for precision. Yes, I do understand backlash has its own issues with regards to machining, like difficulty with climb milling, and perhaps when machining circles etc.
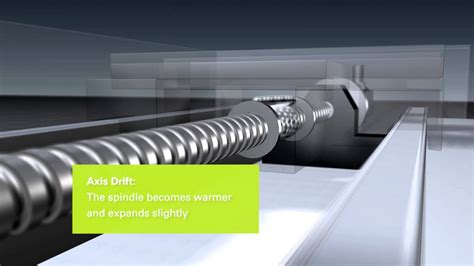
To eliminate backlash in modern CNC machines, positioning feedback devices are used with either rotary or linear encoders, often called scales. While the rotary encoder is still prone to backlash (compensated in software) the linear encoder is effectively blind to it, and the only machining errors are as a result of hysteresis in the machine.
Mach3 machine control software has a backlash compensation feature that can help. If tension is too tight it can cause "cogging". . This has been proven on hundreds of machines like the ones from CNC Router Parts and Mechmates. . Motor torque scales linearly with current, so if you are (for example) driving a 5A motor at 3.5A (the maximum . I'm having a heck of a time working out the backlash, but from what I hear that is typical (.002-.005 on all axis measurements.) . Using DRO scales as Feedback for CNC controller? New Machine Build-Feedback on CNC for Wax; v5 What's the feedback; 03-24-2008, . Some older CNC machines (with worn ballscrews or failed rotary encoders) get .
I'm looking to correct some backlash in my CNC lathe and was looking at parameter 1851 and 1852. Looking for guidance on how to adjust. I have .0023 inches of backlash in my X axis. . Although your machine may be configured for Imperial operation, the Backlash Compensation is in a number of 0.001mm units, specified without a period. .The backlash will affect When it comes to positioning accuracy and repeat positioning accuracy, it is necessary to pay attention to and study the factors, effects and compensation functions of backlash when using CNC machine tools. The backlash compensation function provided by the SINUMERIK810D/840D system can compensate the machine tool .
Normally the backlash direction can be selected, and when a reverse in direction occurs, there is normally a rapid move of the servo to take up the set backlash only, IOW the motor shaft only should move, the axis itself should not jump, if it does, it is usually a sign that the backlash amount is too large, try it back to zero and see how much movement of the shaft .
Any accuracy issues in the ball screw will be compensated for by sensing the actual table position with the glass scale. So the short answer is yes, provided you have a tight machine with no backlash and a controller that accepts encoder feedback, and that allows you to tune the PID loop.
The other advantage of using your DRO's is that you don't need to replace any of the lead screws with ballscrews or use linear rails as your machine will be backlash free from the get go. LinuxCNC will allow interfacing with encoders via software and a parallel port but with limited bandwidth. CNC Encoder/Scale Feedback. Thread starter mgberry; Start date Aug 7, 2013; Replies 13 Views 8,795 M. mgberry Aluminum. Joined Jan 18, 2012 Location Raleigh, NC. . yet backlash in the machine mechanicals cannot be completely be overcome by simply adding glass scales in things like circular milling... if milling linear stuff you can usually .CNC machine backlash is a common issue that can significantly impact machining accuracy and precision. By understanding its causes and employing the right techniques, such as regular maintenance, improving drive systems, implementing anti-backlash mechanisms, utilizing software compensation, ensuring machine rigidity and calibration, and .
Leha_Blin, Thanks for posting the ballbar plot, unfortunately without having access to the original .B5R file I cannot do any kind of in-depth analysis for you. However, something that you do need to keep in mind is that if your machine is using linear scales, it cannot have backlash (unless the scales themselves are loose!).
cnc bridgeport milling machine

scale vs encoder for cnc
jinchan Linen Curtains, Light Filtering Window Drapes with Grommet Top, Linen Beige Crude Curtains 2 Panels for Living Room Farmhouse Bedroom (W50 x L54, Ecru)
cnc machine with scales any backlash|scale vs encoder for cnc