can not zero x and y axis on cnc machine My plan was just to set the home positions where they are now since it was shut . I found a puddle of oil under the auger gearbox in my 2016 44' two stage snowblower. It appears to be dripping right from the middle where the two sides of the case meet. I can't seem to find a seal for this on the parts fiche.
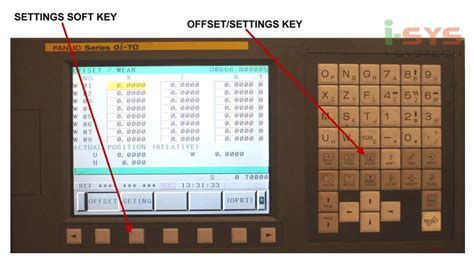
0 · fanuc cnc setting zero position
1 · cnc machining troubleshooting
2 · can you zero cnc
Top Roof - Roof of SpongeBob's House. Sometimes a long winding staircase leading from SpongeBob's room can be seen. Outside. The house is a pineapple that is orange-colored with crisscrossed lines. It has a metal chimney and .
The y axis will not zero correctly it trips an overtravel y alarm a few inches away from its zero position. I have checked both of the limit switches and they are functioning properly and cleaned the under table area thoroughly.My plan was just to set the home positions where they are now since it was shut .
My plan was just to set the home positions where they are now since it was shut down at X and Y zero. I realize the X is dropping with all the power on / off cycles I'm putting it .How can I set my homing position for x and y to the maxima position of each axis respectively. To be more clear: I want Mach3 for x and y axis to set the maximum machine coordinate after .
For zeroing the X-axis, turn on the milling machine and slowly move the end mill into the direction of the X-axis towards the part, and stop when you see a small puff of metal shavings, and zero the X-axis by pressing X.Move the spindle in only one direction; only on the X axis, or only on the Y axis. If the laser strays away from the line or board edge, the workpiece isn’t parallel to the axis you’re on and its position needs to be adjusted. Realign your workpiece.Generally I would move the machine to the proper X and Y locations then move the Z axis down and choose Zero All. Sometimes you may only need to change one of the start points, for example if you wanted to make another piece right . So if your first cut starts at Z-zero and cuts down say .250 then with your next bit you need to set you Z-height at a start depth of .250 and cut to your finished depth. You .
My work around solution has been to zero return x and y and then back off the y axis just enough to extinguish the y axis zero return lamp. Z axis will now zero return. This .
The y axis will not zero correctly it trips an overtravel y alarm a few inches away from its zero position. I have checked both of the limit switches and they are functioning properly and cleaned the under table area thoroughly.
There is a problem, though, You cannot go any further up than A1, so the project would fail as the X and Y axis would collide with the frame. The solution to this is to "Zero" the X, Y & Z axis, and in doing so create a new "Origin" which moves that starting point to a . My plan was just to set the home positions where they are now since it was shut down at X and Y zero. I realize the X is dropping with all the power on / off cycles I'm putting it through, but I can check it with the tools I have touched off in the turret. How can I set my homing position for x and y to the maxima position of each axis respectively. To be more clear: I want Mach3 for x and y axis to set the maximum machine coordinate after referencing, not zero. For example after homing x-axis mach3 should not zero x-machine coordinate but set 1500. To use an edge finder, you’re simply going to locate an edge corresponding to each axis, X and Y, and zero the machine DRO when you you’ve found the edge. Note that you have to account for the tip radius when zeroing!
For zeroing the X-axis, turn on the milling machine and slowly move the end mill into the direction of the X-axis towards the part, and stop when you see a small puff of metal shavings, and zero the X-axis by pressing X.Move the spindle in only one direction; only on the X axis, or only on the Y axis. If the laser strays away from the line or board edge, the workpiece isn’t parallel to the axis you’re on and its position needs to be adjusted. Realign your workpiece.Generally I would move the machine to the proper X and Y locations then move the Z axis down and choose Zero All. Sometimes you may only need to change one of the start points, for example if you wanted to make another piece right next to . So if your first cut starts at Z-zero and cuts down say .250 then with your next bit you need to set you Z-height at a start depth of .250 and cut to your finished depth. You should only need to set X & Y at the start of the job and then Z at each tool change.
My work around solution has been to zero return x and y and then back off the y axis just enough to extinguish the y axis zero return lamp. Z axis will now zero return. This may not be your problem, but it's worth a try. The y axis will not zero correctly it trips an overtravel y alarm a few inches away from its zero position. I have checked both of the limit switches and they are functioning properly and cleaned the under table area thoroughly. There is a problem, though, You cannot go any further up than A1, so the project would fail as the X and Y axis would collide with the frame. The solution to this is to "Zero" the X, Y & Z axis, and in doing so create a new "Origin" which moves that starting point to a .
My plan was just to set the home positions where they are now since it was shut down at X and Y zero. I realize the X is dropping with all the power on / off cycles I'm putting it through, but I can check it with the tools I have touched off in the turret. How can I set my homing position for x and y to the maxima position of each axis respectively. To be more clear: I want Mach3 for x and y axis to set the maximum machine coordinate after referencing, not zero. For example after homing x-axis mach3 should not zero x-machine coordinate but set 1500. To use an edge finder, you’re simply going to locate an edge corresponding to each axis, X and Y, and zero the machine DRO when you you’ve found the edge. Note that you have to account for the tip radius when zeroing!
For zeroing the X-axis, turn on the milling machine and slowly move the end mill into the direction of the X-axis towards the part, and stop when you see a small puff of metal shavings, and zero the X-axis by pressing X.Move the spindle in only one direction; only on the X axis, or only on the Y axis. If the laser strays away from the line or board edge, the workpiece isn’t parallel to the axis you’re on and its position needs to be adjusted. Realign your workpiece.
fanuc cnc setting zero position
cnc machining troubleshooting
Generally I would move the machine to the proper X and Y locations then move the Z axis down and choose Zero All. Sometimes you may only need to change one of the start points, for example if you wanted to make another piece right next to .
So if your first cut starts at Z-zero and cuts down say .250 then with your next bit you need to set you Z-height at a start depth of .250 and cut to your finished depth. You should only need to set X & Y at the start of the job and then Z at each tool change.

can you zero cnc

These recessed pulls and finger pulls are ideal for constructing cabinetry systems or filing systems. Choose from an array of colors, including black, white, and stainless steel, along with refined finishes like satin stainless, shiny chrome, and matte chrome.
can not zero x and y axis on cnc machine|fanuc cnc setting zero position