brazing thin sheet metal To braze weld sheet metal, you’ll need a torch (either oxyacetylene or propane), a filler metal (such as a brazing rod or wire), a flux (to help clean and prepare the joint), and appropriate safety gear, such as . Discover durability and customizable charm with our Galvanized Metal Liners at Planters Unlimited. Crafted from rust-resistant galvanized metal and finished with powder coating in your preferred color, these liners offer both longevity and vibrant aesthetics.
0 · which brazing rods to use
1 · metal brazing pros and cons
2 · how to braze thin metal
3 · how to braze mild steel
4 · brazing stainless steel sheet metal
5 · brazing rods for thin steel
6 · brazing pros and cons
7 · brazing kit for beginners
How to Wire a Distribution Board? Distribution Board aslo know as “Panel Board”, “Switch & Fuse Board” or “Consumer Unit” is a box installed in the building containing on protective devices, such as circuit breaker, fuses, isolator, switches, RCDs and MCBs etc.
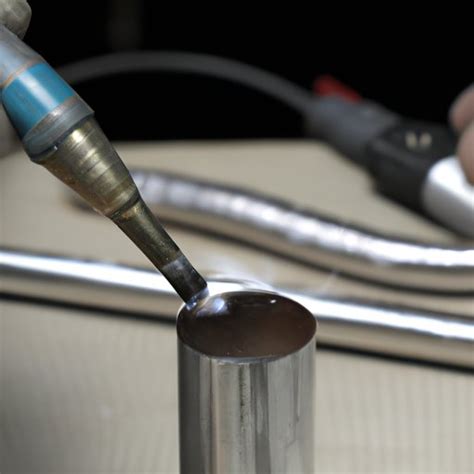
Two brazing situations using the same materials. Each of these setups has to be approached differently. In the first example watch for the angle of the t. It is often necessary to braze - solder, or weld next to heat-sensitive materials, a process that requires time-consuming disassembly and reassembly. With this heat-resistant paste, you can make. Brazing is used for thin sheets and pipes that cannot be joined by welding. Brazing provides excellent sealing as compared to spot welding, riveting, and bolt fastening. Malleable iron castings are usually repaired by brazing . To braze weld sheet metal, you’ll need a torch (either oxyacetylene or propane), a filler metal (such as a brazing rod or wire), a flux (to help clean and prepare the joint), and appropriate safety gear, such as .
Brazing is the process of joining two independent pieces of metal to form one strong load-bearing joint. Brazing is similar to soldering, but at higher temperatures. Use the right brazing rod material for the metal used in your . Brazing is a high-temperature joining process where a filler metal is heated to a temperature typically exceeding 450°C (842°F). This temperature is carefully selected to be above the liquidus point of the filler metal but below .
we use the steel rod from the welding shop buy about a tube of it as you will use it all up , we cut it into 18" sections to make it easier to work with and take the little parts and weld them to the new rod to use it all up with no scraps , and you can use mig wire ( non flux) in a pinch you just have to use 4 .035 wires wrapped up to make a rod. and the nice thing about gas .
So the question is, if you have a TIG, and the skills to use it, why on earth would you want to fix a hole in sheet metal by brazing? The brazing process has enough issues connected with it, why would you even bother when you already posses a much better process? Coming up with sheet metal to form a patch can't be that hard. Problem with brazing is that it's difficult to get the flux, which paint/plastic filler/lead won't adhere to. You can sandblast the brazed seams and it'll be good, but simply grinding won't do. I once bought a chopped Model A coupe and found . Butt joint aare the preferred method for sheet metal panels when welding. Brazing works well and makes a strong connection on lap joints but body work doesn't do well on top of lap joints -brazed or welded. Brazing is good on fillet welds too and comes in real handy on special situations. Rust pin holes in metal, you can weld them or braze them maybe but you are asking for trouble. The metal is rusting from the back and if it is that thin will soon rust through in other spots. You have to get in behind and cut out all the rusty metal and weld (or braze) in new. Trim holes and screw holes you can weld or braze as you like.
I'll probably get flak for it but I read in some old bodywork books where there was excessive pinholes and the area was difficult to cut out and repair that brazing the pinholes shut and tinning them (on clean metal) was a much quicker and easier fix. I think the tinning is to prevent the brazing metal from reacting with body filler or paint. The welder I use is a Hobart Handler 135 110v. Is there a way that you can weld thin metal and not blow holes through the surface being repaired. I have been using .030 fluxcored wire and was wondering if I stepped down to .023 solid and used C25 gas if this would help on thinner metal. Then is there enongh of the old sheet metal to meet up with a new patch panel from use (ems) if not then a patch will have to be fab'd from the newer ems panel to the oem body. 2 although brazing was popular before mig welder came about so if it is a good job then it could be chemically nutralized and painted and deal with the problem down the . the best way to fix old sheet metal is to get a 55 gallon drum of bondo, some galvanized steel plates, duct tape, bubble gum, fiberglass, drywall screws, and a soldering gun. now the first step is to used the bubble gum to temporarily hold the galvanized steel plate over the area with rust. next apply the duct tape to hold it gooder. then screw in the drywall screws so .
The metal must be clean and you should tin it first. That means coat it with solder and wipe off the excess with a damp rag. Then put the pieces together and solder them. The secret is to get enough heat so the solder flows in and seals. Dobbing half melted solder on the surface won't do anything. The solder should run in like water.
we use the steel rod from the welding shop buy about a tube of it as you will use it all up , we cut it into 18" sections to make it easier to work with and take the little parts and weld them to the new rod to use it all up with no scraps , and you can use mig wire ( non flux) in a pinch you just have to use 4 .035 wires wrapped up to make a rod. and the nice thing about gas . So the question is, if you have a TIG, and the skills to use it, why on earth would you want to fix a hole in sheet metal by brazing? The brazing process has enough issues connected with it, why would you even bother when you already posses a much better process? Coming up with sheet metal to form a patch can't be that hard. Problem with brazing is that it's difficult to get the flux, which paint/plastic filler/lead won't adhere to. You can sandblast the brazed seams and it'll be good, but simply grinding won't do. I once bought a chopped Model A coupe and found . Butt joint aare the preferred method for sheet metal panels when welding. Brazing works well and makes a strong connection on lap joints but body work doesn't do well on top of lap joints -brazed or welded. Brazing is good on fillet welds too and comes in real handy on special situations.
Rust pin holes in metal, you can weld them or braze them maybe but you are asking for trouble. The metal is rusting from the back and if it is that thin will soon rust through in other spots. You have to get in behind and cut out all the rusty metal and weld (or braze) in new. Trim holes and screw holes you can weld or braze as you like. I'll probably get flak for it but I read in some old bodywork books where there was excessive pinholes and the area was difficult to cut out and repair that brazing the pinholes shut and tinning them (on clean metal) was a much quicker and easier fix. I think the tinning is to prevent the brazing metal from reacting with body filler or paint. The welder I use is a Hobart Handler 135 110v. Is there a way that you can weld thin metal and not blow holes through the surface being repaired. I have been using .030 fluxcored wire and was wondering if I stepped down to .023 solid and used C25 gas if this would help on thinner metal. Then is there enongh of the old sheet metal to meet up with a new patch panel from use (ems) if not then a patch will have to be fab'd from the newer ems panel to the oem body. 2 although brazing was popular before mig welder came about so if it is a good job then it could be chemically nutralized and painted and deal with the problem down the .
the best way to fix old sheet metal is to get a 55 gallon drum of bondo, some galvanized steel plates, duct tape, bubble gum, fiberglass, drywall screws, and a soldering gun. now the first step is to used the bubble gum to temporarily hold the galvanized steel plate over the area with rust. next apply the duct tape to hold it gooder. then screw in the drywall screws so .
2 box steel

which brazing rods to use
metal brazing pros and cons
Wine Country Sheet Metal & Engineering specialise in: Manufacturing of food processing equipment for the Wine, Brewing, Food and Meat processing industries. Manufacturing of equipment for the non-food industry sectors. We offer a fast turnaround as well as precision, quality finishes and a service that is competitively priced.
brazing thin sheet metal|metal brazing pros and cons