cnc machine setting the b c x y z Measure the B- axis of rotation parallelism to the Y-Z plane: For a machine with a Classic Haas Control, change Parameter 151:20 (B axis CHK TRAVL LIM) to 0. For a machine with a Next Generation Control, change Parameter 6.021 (B . If a metal box is being used, best practice is to insert a green grounding screw into the threaded hole in the back of the box or enclosure. The equipment-grounding wires then connect to the screw, making the metal box part of the grounding system.
0 · x y z cnc codes
1 · origin of a cnc machine
2 · cnc x y z axis
3 · cnc x y z
4 · cnc machine coordinates
5 · cnc coordinates x y z
6 · cnc coordinate system explained
7 · cnc codes explained for beginners
Typically the electrical wires should be located under the sink, and should goto the junction box and then the electrical cord from the junction box should be connected to the dishwasher so that the junction box is not behind the dishwasher (or close to it).The main reason why people aren't sneaking in glass/wood/ceramic knives through the metal detector is because they are simply there to catch a flight to go somewhere! They aren't going on a plane to try to hijack it.
x y z cnc codes
5th axis cnc machine work offset || 5-axis setting tips || How to setup 4th and 5 axis?? . where to take offsets . ? How to take x y z B C of4th and 5th .
origin of a cnc machine
Measure the B- axis of rotation parallelism to the Y-Z plane: For a machine with a Classic Haas Control, change Parameter 151:20 (B axis CHK TRAVL LIM) to 0. For a machine with a Next Generation Control, change Parameter 6.021 (B . Programming G92 X Y Z A B C U V W sets the values of the G92 variables so that each axis takes the value associated with its name. Those values are assigned to the current position of the axes.
Nearly all CNC machine uses a Cartesian coordinate system based on an X, Y, and Z-axis. This system allows a machine to move in a specific direction along a specific plane. .How to set the part datums on a cnc machine. On a typical hobby cnc machine there will be three axes, X, Y and Z. So you will need to set all three axes everytime you setup a new part in your machine. The X and Y axes will be set .When you set an offset, for example G54, you will locate a position for each axis on the part to be machined. Setting these positions to G54 in the machine software offset table. G54 will then be displayed as an X, Y and Z value that is .
With this tutorial and the calculator on my website you can easily set up your CNC mill and calibrate it with very high accuracy. These methods work with any hardware and software.
Rotary axes move in a cutting block. All five axes X, Y, Z, A and C are commanded in a cutting block. 1. Part Cutting • Thin wall structure, such as turbine blades, rib and spar of .This video from HAAS does a good job of explaining how to set the work height offset (Z). For the HAAS TM-1, we're using the machine table as the 0 position. All tool heights are offset from the machine table.
cnc x y z axis
cnc x y z
metal barbie house
Using an X, Y or Z code in a CNC program tells the machine to go to a specific location along those axes. Location changes can be in one or more axes. If only a Z axis coordinate is given then the machine will only move in the Z axis.
5th axis cnc machine work offset || 5-axis setting tips || How to setup 4th and 5 axis?? . where to take offsets . ? How to take x y z B C of4th and 5th .
Measure the B- axis of rotation parallelism to the Y-Z plane: For a machine with a Classic Haas Control, change Parameter 151:20 (B axis CHK TRAVL LIM) to 0. For a machine with a Next Generation Control, change Parameter 6.021 (B axis CHK TRAVL LIM) to FALSE. Programming G92 X Y Z A B C U V W sets the values of the G92 variables so that each axis takes the value associated with its name. Those values are assigned to the current position of the axes.
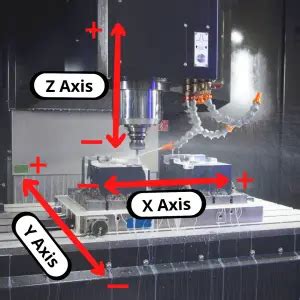
Nearly all CNC machine uses a Cartesian coordinate system based on an X, Y, and Z-axis. This system allows a machine to move in a specific direction along a specific plane. Reduce the Cartesian system to its basics, and you have a familiar number line.How to set the part datums on a cnc machine. On a typical hobby cnc machine there will be three axes, X, Y and Z. So you will need to set all three axes everytime you setup a new part in your machine. The X and Y axes will be set using the same method but the Z axis will be set in a slightly different way.
When you set an offset, for example G54, you will locate a position for each axis on the part to be machined. Setting these positions to G54 in the machine software offset table. G54 will then be displayed as an X, Y and Z value that is a set distance from the machines reference point. With this tutorial and the calculator on my website you can easily set up your CNC mill and calibrate it with very high accuracy. These methods work with any hardware and software. Rotary axes move in a cutting block. All five axes X, Y, Z, A and C are commanded in a cutting block. 1. Part Cutting • Thin wall structure, such as turbine blades, rib and spar of airplanes • Both tool side and tool tip are used in cutting. 2. Mold Cutting • 3-D sculptured surface, such as die and mold • Only tool tip is used in cutting
This video from HAAS does a good job of explaining how to set the work height offset (Z). For the HAAS TM-1, we're using the machine table as the 0 position. All tool heights are offset from the machine table. Using an X, Y or Z code in a CNC program tells the machine to go to a specific location along those axes. Location changes can be in one or more axes. If only a Z axis coordinate is given then the machine will only move in the Z axis.5th axis cnc machine work offset || 5-axis setting tips || How to setup 4th and 5 axis?? . where to take offsets . ? How to take x y z B C of4th and 5th .
Measure the B- axis of rotation parallelism to the Y-Z plane: For a machine with a Classic Haas Control, change Parameter 151:20 (B axis CHK TRAVL LIM) to 0. For a machine with a Next Generation Control, change Parameter 6.021 (B axis CHK TRAVL LIM) to FALSE. Programming G92 X Y Z A B C U V W sets the values of the G92 variables so that each axis takes the value associated with its name. Those values are assigned to the current position of the axes. Nearly all CNC machine uses a Cartesian coordinate system based on an X, Y, and Z-axis. This system allows a machine to move in a specific direction along a specific plane. Reduce the Cartesian system to its basics, and you have a familiar number line.
How to set the part datums on a cnc machine. On a typical hobby cnc machine there will be three axes, X, Y and Z. So you will need to set all three axes everytime you setup a new part in your machine. The X and Y axes will be set using the same method but the Z axis will be set in a slightly different way.
When you set an offset, for example G54, you will locate a position for each axis on the part to be machined. Setting these positions to G54 in the machine software offset table. G54 will then be displayed as an X, Y and Z value that is a set distance from the machines reference point.
With this tutorial and the calculator on my website you can easily set up your CNC mill and calibrate it with very high accuracy. These methods work with any hardware and software. Rotary axes move in a cutting block. All five axes X, Y, Z, A and C are commanded in a cutting block. 1. Part Cutting • Thin wall structure, such as turbine blades, rib and spar of airplanes • Both tool side and tool tip are used in cutting. 2. Mold Cutting • 3-D sculptured surface, such as die and mold • Only tool tip is used in cutting
cnc machine coordinates
cnc coordinates x y z
Homeowners own and are responsible for electrical equipment attached to the house (service stack, attachment hardware, riser and meter box) and the pole with an attached meter box for mobile or manufactured homes.
cnc machine setting the b c x y z|cnc x y z