sheet metal thinning formula Call the starting thickness of your sheet metal “S” and call the formed thickness of your part at the location of interest “F”. The percent thinning is calculated as T% = 100 * (S . $75.00
0 · sheet metal thinning percentage
1 · sheet metal form height formula
2 · low carbon steel thinning rule
3 · failure thinning strain formula
4 · failure thinning strain calculator
5 · 20 percent thinning formula
6 · 20 percent thinning curve
7 · 20 percent thinning
So which is better when it comes to metal vs wooden slats? There are a few key differences between the two. Wooden slats are preferable if you’re shopping on a budget because wooden slats are often less expensive than metal ones.
Call the starting thickness of your sheet metal “S” and call the formed thickness of your part at the location of interest “F”. The percent thinning is calculated as T% = 100 * (S .
Form height to thickness ratio – To determine the minimum form height for sheet metal use the following formula: D = 2.5T + R (see below) The height can be less but it required secondary . Calculate the failure thinning strain under plane-strain deformation using FLC0 as the major-strain value and a minor-strain value of zero: TLC0 = etf=1/ [ (FLC0+1)* (0+1)]-1. = 1/ (1.297*1) - 1. = 0.771 - 1 = -0.229 =-22.9%. For .
The r-value, which is also called the Lankford coefficient or the plastic strain ratio, is the ratio of the true width strain to the true thickness strain at a particular value of length strain, indicated in Equation 1. Sheet Metal Bending Calculation. Bend Allowance (BA) BA = [ (0.017453 × Inside radius) + (0.0078 × Material thickness)] × Bend angle, which is always complementary. The length of the neutral axis is calculated as a bend .
Calculate thinning strain by comparing against the initial thickness of the sheet metal. Be sure to use the measured thickness and not the minimum ordered thickness. Equation 3Through my website, someone from a manufacturing company asked how to calculate thinning in a sheet metal part made from 2mm thick high strength steel. My response: First, I assume the nominal or expected thickness is 2mm. But . Use SendCutSend’s bending calculator to input your desired material and the units of measurement for your design to get the calculated bend allowance and bend deduction for your part before sending it to our lasers. .Deep Drawing Force Calculator. Sheet thickness (in): Blank diameter (in): Punch diameter (in): Ultimate tensile strength (psi): Factor of safety: Drawing ratio:
Through my website, someone from a manufacturing company asked how to calculate thinning in a sheet metal part made from 2mm thick high strength steel. My response: First, I assume the nominal or expected thickness is 2mm. But .
Sheet Metal Forming B. Sarkar, B.K. Jha, D. Mukerjee, S. Jha, and K. Narasimhan (Submitted 23 October 2001; in revised form 24 January 2002) Thinning during forming is often considered a failure criterion in the metal forming industry. It is believed that a critical amount of thinning takes place in a sheet metal before failure.Formulas: Bend Allowance (BA) – The amount of added to the sum of the two leg lengths to obtain the flat pattern length. Bend Deduction (BD) – The amount removed from the sum of the two flange lengths to obtain a flat pattern. . These software provide sheet metal modules or related functions that can help designers with the design and unfolding calculations of sheet metal parts. Use the sheet metal module or tools in the software: Most 3D CAD software provides related tools and functions for sheet metal design. For example, Creo offers a variety of methods for .
The thinning sheet forces the neutral axis to shift inward toward the inside bend radius. Describing that shift is what the k-factor is all about. . A common problem in both the sheet metal and plate industries involves parts designed with an inside bend radius much tighter than necessary. It can wreak havoc in the press brake department and .
The K-factor in sheet metal bending represents the ratio between the thickness of the metal and an invisible line called the “neutral axis.” When a flat piece of material is bent the inside face of the bend is compressed and the outside part stretches. . This deformation of the material creates a thinning effect in the middle of the bend . Often bend allowances are calculated for a sheet metal part and used to make costly . THINNING "T".29T "WRAPPED" HEM. Bend Allowance Overview . formula plus a “built in” angle conversion from radian measure to (base 360) degrees, Prediction of the forming results, determination of the thickness distribution and the thinning of the sheet metal blank will decrease the production cost through saving material and production time.Form height to thickness ratio – To determine the minimum form height for sheet metal use the following formula: D = 2.5T + R (see below) The height can be less but it required secondary . • Formed – Low Cost – Used for thin gages, 18 gage and lighter. • Punched – Low Cost – Most common, used for anything heavier than 18 gage. .
Prediction of the forming results, determination of the thickness distribution and the thinning of the sheet metal blank will decrease the production cost through saving material and production time. In this paper, A Finite Element (FE) model is developed for the 3-D numerical simulation of deep drawing process (Parametric Analysis) by using ABAQUS/EXPLICIT FEA program with the .High shank holder pressure can cause wrinkles in sheet metal parts. Thinning is a common problem during stretching operations. Step-4: Part Removal . You can calculate the maximum force required to draw sheet metal parts using the following formula. You can calculate the required machine tonnage to manufacture the part from maximum drawing . After analyzing the large arc segment of the workpiece in Figure 2, this R350 arc segment is divided into 6 polyline segments. It should be noted that, to ensure the smooth transition of the arc segment and the straight segment of the workpiece (i.e., the two ends of the arc segment), the segmentation angle should be set to half of the other segments where the .
metallic id box
Gauge (or gage) sizes are numbers that indicate the thickness of a piece of sheet metal, with a higher number referring to a thinner sheet. The equivalent thicknesses differ for each gauge size standard, which were developed based on the weight of the sheet for a given material. The Manufacturers' Standard Gage provides the thicknesses for . In deep drawing, a piece of sheet metal is placed onto a die cavity and then forcing the metal into the cavity using a punch; the sheet metal is radially drawn into the die cavity by the mechanical action of the punch (see Fig. 12.2).In order to perform a deep drawing operation, first the sheet metal is put onto the die, and then a blank-holder (cushion pad) is introduced on the .In sheet metal forming, thinning phenomenon is one of the most concerned topics to ameliorate the final quality of the manufactured parts. The thinning variations depend on many input parameters, such as technological parameters, geometric shape of die, workpiece’s materials, and forming methods. Hydrostatic forming technology is particularly suitable for forming thin . Contributing to this strengthening is a high ‘r’ value, which is a measure of resistance to through thickness changes in the sheet metal. If the sheet metal has a high resistance to thinning and thickening, the bottom .
In making these comparisons, Fereshteh-Saniee and Montazeran use a formula derived by Siebel in [7] . The geometry of punch influences the thickness distribution and thinning of sheet metal blank in the deep drawing processes. Table 9 and Fig. 13 show thickness distribution with the punch nose radius (r p).Prediction of the forming results, determination of the thickness distribution and the thinning of the sheet metal blank will decrease the production cost through saving material and production time. In this paper, A Finite Element (FE) model is developed for the 3-D numerical simulation of deep drawing process (Parametric Analysis) by using ABAQUS/EXPLICIT FEA program with the .Chapter 6.Formulas for Sheet Metal Layout and Fabrication 6.1 6.1 Sheet Metal Flat-Pattern Development and Bending / 6.8 6.2 Sheet Metal Developments,Transitions,and Angled Corner Flange Notching / 6.14 6.3 Punching and Blanking Pressures and Loads / 6.32 6.4 Shear Strengths of Various Materials / 6.32 6.5 Tooling Requirements for Sheet Metal .
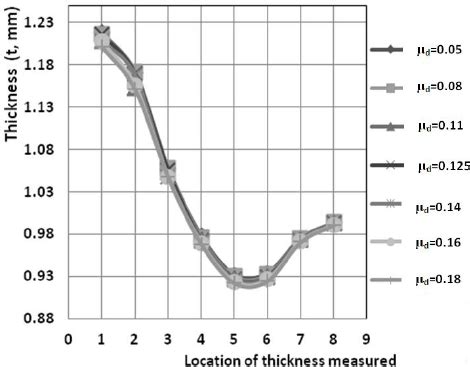
between VCOF and sheet thinning. The results showed that the Linear Regression showed the best fit. The significant factor analysis was also carried out to determine how the localized friction affected the sheet thinning. The contributions of VCOF from at least two segmented areas affected the sheet thinning at any particular location. The r-value, also called the Lankford coefficient or plastic strain ratio, provides a measure of a metal alloy’s resistance to thinning. Mathematically, it represents the ratio of the true width strain to the true thickness strain at a particular value of longitudinal strain up to that of uniform elongation, using the formula: 2. Sheet Metalworking Defined Cutting and forming operations performed on relatively thin sheets of metal Thickness of sheet metal = 0.4 mm (1/64 in) to 6 mm (1/4 in) Thickness of plate stock > 6 mm Operations usually performed as cold working ©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/e
The r-value, the “plastic strain ratio” of sheet metal intended for deep-drawing applications, is a measure of the resistance to thinning or thickening when subjected to either tensile or compressive forces in the plane of the sheet i.e. it is the ability to maintain thickness as the material is drawn.Sheet metal refers to metal that has been formed into thin and flat pieces, typically less than 6 mm thick. It can be made from various materials, including steel, aluminum, brass, copper, and titanium. . now it is time to learn how to calculate the sheet metal weight. The Calculation Formula for Flat Sheets. 4 Our Proprietary SOLIDWORKS sheet metal Formula for Correct Countersink Measurements; 5 Sheet Metal Design for Manufacturing. 5.1 FREE eBOOK DOWNLOAD; 6 Sheet Metal Countersink FAQ. 6.0.1 What are countersinks in precision sheet metal parts, and why are they important? 6.0.2 What are the key dimensions to consider when designing . Analysis of Forming Limits in Sheet Metal Forming with Pattern Recognition Methods. Part 1: Characterization of Onset of Necking and Expert Evaluation . The output of the optical measurement system ARAMIS is converted into a three channel (major strain, minor strain, thinning) image which serves as input to the algorithm. The high sampling .
Sheet thickness (in): Die edge radius (in): Punch edge radius (in): Bend length (in): Ultimate tensile strength (psi): Factor of safety:
sheet metal thinning percentage

$69.99
sheet metal thinning formula|failure thinning strain formula