cnc mill flup part and face Brand new inserts. 2” face mill. Five inserts. 1000RPM 30IPM. .041” passes down to .111”. 1018 steel. . Running someone else’s program to face .111” off this part, but I don’t have a lot of experience with facemills and facing with bigger tools in general. Just seems like these inserts should last way longer than what they are .
Polycase is a premier manufacturer of off-the-shelf plastic electronics enclosures and electrical boxes for OEM's in a variety of industries. Our enclosures are made from high-quality materials including: plastic, aluminum, steel and stainless steel.
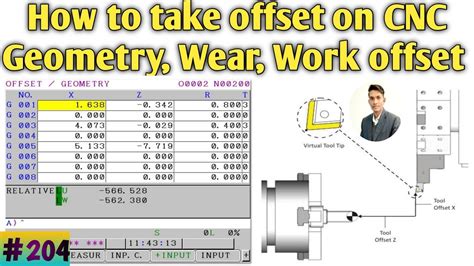
0 · offset in cnc parts
1 · flipping up the edges cnc
2 · cnc machining practice
3 · cnc machining offset
Crouse-Hinds series EJB explosionproof enclosures are designed for hazardous locations to be used as a junction or pull box, to provide enclosures for slices and taps, and for housing terminal blocks, relays and other electrical devices. EJB enclosures are globally certified for use in worldwide applications.
Op1: mill back face and full sidewalls. Mill the sidewall heights just a bit deeper than the finished part. Op2: flip and mill the excess from op1, generally the would be down to finish . Face milling plays a crucial role in the process of aerospace CNC machining where it is used for manufacturing complex parts that fairly require tight tolerances. The accuracy is highly important for aircraft parts in which every . The only real difference is how you need to flip the part. In my work the first side is done under g55 by aligning a machined face with the left corner of the vise. I'll flip the part and .
Often times we are machining several parts from one bar so when its flipped over there is solid material between the parts "carrier" that can/will flip up and damage a face mill if not eliminated before hand. A simple profile pass around the .
I'm completely new to CNC and learning as I go with my new CNC mill. I'm having some issues matching the profiles on a part where I profile one side and then flip the part to do the other and the sides do not match up completely. There's always 1mm+ step shift between the sides.. even though I.Brand new inserts. 2” face mill. Five inserts. 1000RPM 30IPM. .041” passes down to .111”. 1018 steel. . Running someone else’s program to face .111” off this part, but I don’t have a lot of experience with facemills and facing with bigger tools in general. Just seems like these inserts should last way longer than what they are .
Squaring blocks on a CNC is gravy. Hold the block in a vise, face mill & mill around all 4 sides a bit over half way down the thickness of the block. Flip block so you are holding on the surfaces you just machined. Make sure block is flat against parallels. If it is real fussy, indicate the bottom face (so the face that is sitting on your .
Set it in a vise on parallels, with the bow positioned as an upside down U with the long axis of the part aligned with the X axis, hold the part down on the parallels with light pressure from your fingertips, and close the vise with very light pressure (gently close the vise until the part just stops sliding in the jaws, and lightly tap the . The material will be about .1 over in thickness. Plan is to hold it with a small dovetail in some steel jaws and face, screw holes, then edge and chamfer. Then flip and take off the .1". The first face and the 2nd .1" is what we need the face mill for. Tormach Personal CNC Mill; Holding thin parts; If this is your first visit, . the side with 2 inches would have a 1/2" hole in it for a reference point for when you flip the part, 2) flip the part and trim the two outside ends different from the side with the 1/2" hole, note this will require re-referencing off of the hole, 3) move the pasprt .
We are looking for recommendations of a face mill and inserts. Maritool has some, but not sure what would be best as we have not used face mills with inserts on steel in the Haas before. . I don't know why that is- mine has 5 inserts but the part number is the same. 03-08-2019, 10:09 PM #4. . screw holes, then edge and chamfer. Then flip . I'm afraid of having the stock come out and wrecking my favorite face mill lol. I'll post a picture of the setup tomorrow at the shop and the results. Similar Threads: Need Help!-Milling thin aircraft ply at 4200rpm; best way to hold down thin stock on cnc mill; Problem-How to face stock. milling deep thin slot; Need Help!-Milling Deep, Thin Slots I just got the machine up and running but I don't have my computer and software to program parts with yet. I'm learning G-code but am extremely new at it. . % O01000 (Facing) (T1 2in face mill) G90 G94 G17 G20 G53 G0 Z0. (Face1) T1 M6 (tool change) S3000 M3 (set spindle speed and turn on spindle clockwise) G54 (set coordinate offset to be .
Basics of the CNC Mill 212 Learn with flashcards, games, and more — for free. . My PowerPlant Oral Study Guide Part 2. 86 terms. Argie_Jaramillo. Preview. heat transfer. 10 terms. jul903431. Preview. THV3 nights. 10 terms. Jim_Magee2. Preview. ASTB Nautical/Aviation Terms. 70 terms. Colby_650. Preview. MP Quiz 4. 25 terms. kenzieday341. I have been recently milling round parts that look like they should be done on a lathe machining inconel 718. Are Lathes more efficient in removing material then a mill. On a mill the cutter in rotating constantly hitting the part to cut chips off as well as interrupted cuts. On a lathe it seems more smooth more of constant cutting. I'm a hobby machinist with an older 3 axis CNC mill converted to Linuxcnc. I've made quite a few parts successfully over the past few years, but still lack experience. . Op2: flip part, rough and finish all external faces Op3 flip part back again and finish machine internal faces. BUT I'm worried that during OP3 the chatter will be horrendous .
I have a method to flip the part when all front-face operations are complete while maintaining precision in the part's location on the CNC. I just need some help on the best way to go about generating the g-code for the back-face operations. Should I create a new file, copy the body, flip the part do the operations on the back face? The parts have a flatness callout on only one .480" x 3" face of .001". We have made something like 8 or 10 or 15 thousand of these things, and they are no joke. The short version is we use a Mitsubishi APKT endmill to face both sides leaving .005" on the thickness.
Turn the part so the tape is face up. Apply glue to the center 3/4 of the table tape. We use a squiggly back and forth motion. Note: You don't want excess to squeeze out past your tape or you’ll have a permanent addition to . Material : 1.7 OD 304 Stainless water jet out of plate. around 3/4 thick. Job: I have to turn 1.6 OD and hold a flatness of .001 on the backside of the part and .0005 on the front side. Currently here is my procedure Mill the waterjet blanks flat . Oh, and I usually do the first operation in a milling vice that is indicated straight and square, then the vice holds to part straight and square when you flip it, you just need to locate the edges or a hole center for your reference coordinates or work zero. Tormach Personal CNC Mill; Suggestions for fixturing a lot of round parts; . Face the back side to remove all traces of the tabs. If you could get away with slightly thinner than 1/2-inch you could leave tabs 25 thou thick and use 1/2-inch bar stock. . cut your circles then flip the part over and cut the extra material off. You can buy GOOD .
This may be a stupid question, but how do you face mill on an angle? I have a part that needs to be faced to 88 degrees that is .750"x5"x15". I have a pivot head bridgeport that I could do it on, but I would like to come up with a solution on the CNC since I have several to do. Does everyone. For machining any parts from the bottom, do another "insert mill part setup" but this time select the bottom face. So after that in your camworks tree you will have mill part setup 1 & mill part setup 2. If you cant work it out, post an example part and I will set it up for you so you can see how its done. Basically, chuck the part and start the cycle. When the machine finishes the first end and finds M00, it will stop. Open the door, unchuck the part, flip it, chuck it again, close the door and start it up again. When it hits M30 at the end, the program resets and the part is complete in one run. Have fun!! Gizmo
Hi Everyone, I am skimming off .005" from a block of annealed 4140 with a nice Ingersoll face mill using wiper inserts @ 700SFM and .020ipt and getting some swirl marks. The attached picture does not quite show it, but there ARE swirls going both directions, so I .CellCon’s FC1000-15 CNC Face and Center Machine is heavy duty and built for a 24/7 manufacturing environment. It’s designed for quick set up and changeover: • Save up to 60 Part Programs – 32k Storage • Sliding Adjustment of Self Centering Vises • Quick Jaw Changeover • Lateral Locator • Latest Fanuc 35iB CNC Control. 3. 1.2 Introduction Milling is a cutting operation with a geometrically specified cutting edge in which the tool makes the rotating main movement, and the feed as well as the infeed movement are generally made by the work part. Milling operations are classified according to the position of the milling axis towards the work part, i.e. between face milling and peripheral milling.
One was definitely my fault - I was still just an operator and was distracted talking to an admin about something, and put in a new part in the spindle (rough forging) when I was supposed to flip the half finished part and continue the program. Well, the program continued and slammed the finish boring bar full speed into the rough face of the part.
offset in cnc parts
flipping up the edges cnc
cnc machining practice
Our precision sheet metal services offer custom-made metal parts and components for various industries and applications. Prototek’s skilled engineers and technicians use advanced equipment and techniques to create precise, high-quality products from stainless steel, aluminum, copper, and titanium materials.
cnc mill flup part and face|cnc machining offset